The Ultimate Guide For Food & Hygienic Applications of Pneumatic Conveying

In today’s current food processing landscape, manufacturers demand conveying solutions that deliver hygiene, efficiency, product integrity, and regulatory compliance.
Dense phase pneumatic conveying systems stand out as one of the most effective methods for transporting powders, granules, and delicate food ingredients without contamination, dust, or product degradation. This guide explores the best pneumatic conveying solutions for food plants and highlights how Dynamic Air leads the industry with custom, high-performance systems engineered for hygienic applications.
What Is Pneumatic Conveying? & Why It Matters for Food
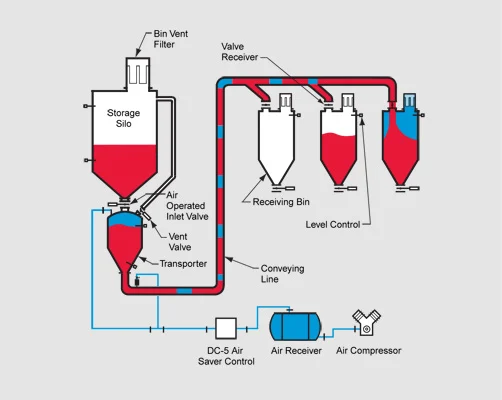
Pneumatic conveying uses dry, compressed air to move bulk materials through enclosed pipelines. This provides a dust-free, contamination-controlled, and clean method for transporting ingredients like sugar, flour, cereals, spices, and pellets. Because materials are enclosed, facilities can maintain rigorous hygiene standards, and reduce contamination risk.
Best Hygienic Pneumatic Conveying Equipment for Food Use
For food applications, hygienic design isn’t optional, it’s mandatory.
Systems must ensure:
- The process environment is isolated from the ambient environment
- Minimal dead zones
- Smooth stainless-steel surfaces
- Enclosed dust-free operation
What Systems in the Food-Processing Industry Should Offer
- Enclosed, smooth interior equipment and pipelines.
- Stainless steel contact parts for cleanliness
- The process environment must be controlled and isolated from the ambient environment
Leading manufacturers like Dynamic Air integrate these hygienic elements into food pneumatic conveyors, ensuring optimized cleaning workflows and reduced contamination risk.
Top-Rated Pneumatic Conveying Systems for Sugar & Salt Handling
Sugar and salt can be abrasive and hygroscopic, posing unique conveying challenges:
Best Practices for Sugar & Salt
- Dense phase conveying to reduce particle degradation.
- Low-velocity transport to protect particle integrity. The conveying system should not materially change the particle size and shape.
- Systems with smooth internal surfaces
- Completely enclosed pressure tight design. This isolates the process environment from the ambient environment.
- Use extremely dry compressed air. This maintains the desired moisture content of the conveyed material.
Dynamic Air has extensive experience conveying granulated sugar without damaging surface quality; a common requirement in production.
Best Pneumatic Conveying Solutions for Breakfast Cereal
Breakfast cereal is fragile, irregular, and prone to breakage. Historically, vibratory conveyors were considered the only option for this type of application. However, they offer limited routing flexibility, are only practical for short horizontal conveying distances, and provide poor isolation between the process and the surrounding environment. The HDP4000 conveying process from Dynamic Air changed that.
The best solutions are:
- Dense phase pneumatic systems – gentle transport minimizes fragmentation.
- Low material velocity designs – This is the key to low degradation conveying.
- Completely enclosed pressure tight design – This isolates the process environment from the ambient environment.
- Extremely dry compressed air – this maintains the desired moisture content of the conveyed material.
Dynamic Air’s custom systems can be engineered to these specifications — ensuring uniform product quality from ingredient raw material unloading to packaging.

Which Pneumatic Conveying System Is Best for Pelletized Feed?
Pelletized feed (e.g., animal feeds) demands a system that balances conveying power with gentle handling.
Considerations for Pellets
- Dense phase pneumatic conveying is required to avoid fracturing.
- Completely enclosed pressure tight design; this isolates the process environment from the ambient environment
Dynamic Air’s portfolio includes multiple conveying concepts allowing configurability based on pellet size, material flow characteristics, and plant layout.
Key Benefits of Dense Phase Pneumatic Conveying in Food & Hygienic Applications
Implementing pneumatic systems in food plants drives multiple operational benefits:
-
Enhanced Food Safety
Enclosed systems eliminate airborne dust and reduce contamination and dust explosion risk — vital for compliance with stringent food and safety standards.
-
Reduced Product Degradation
Dense phase and low-velocity conveying minimize ingredient damage — especially for granules, pellets, and fragile powders.
-
Cleanability & Maintenance
Stainless steel construction keeps the system clean on a day to day basis
-
Flexibility & Customization
Advanced controls and custom pipelines allow integration with batching, weighing, and automated production systems.
Why Dynamic Air Is a Leader in Food & Hygienic Pneumatic Conveying
Dynamic Air stands out in the market due to:
- Decades of Industry Experience: Designing custom pneumatic solutions since 1969.
- Broad Portfolio: We are more than pneumatic conveying. Dynamic Air offers a broad line of bulk material handling equipment and solutions including dry mixing, feeding and batching, dust filter systems, and much more.
- Food-Focused Engineering: Proven installations for sugar, cocoa, salt, beverage mixes, and more.
- Tailored Solutions: Designs built around your material characteristics, throughput needs, and hygiene standards.
With custom engineering and a commitment to quality, efficiency, and uptime, Dynamic Air empowers food processors to optimize material handling — while maintaining uncompromising hygiene and performance.

Choosing the Right Pneumatic Conveying Solution for Your Food Processing Facility
Choosing a trusted manufacturer like Dynamic Air, with decades of food-centric expertise, allows your facility to boost efficiency, ensure product safety, and maintain compliance with the most demanding hygiene standards.
Explore our full range of Dynamic Air custom pneumatic conveying systems designed for food applications that demand both precision and purity.
Let’s Find the Right Solution for You
Contact usPartner with Dynamic Air, the industry leader in providing reliable, innovative solutions. Our team of experts is ready to understand your unique requirements and design customized solutions tailored to your specific needs, whether it’s pneumatic conveying, equipment manufacturing, or other material handling challenges. Experience the Dynamic Air difference and unlock the potential of seamless material flow, enhanced efficiency, and optimized productivity. Contact us today to discuss your project.